Process, Materials, Application Areas
Selective Laser Sintering (SLS) is a technique that uses laser as power source to form solid 3D
objects. This technique was developed by Carl Deckard, a student of Texas University, and his
professor Joe Beaman in 1980s. Later on they took part in foundation of Desk Top
Manufacturing (DTM) Corp., that was sold to its big competitor 3D Systems in 2001. SLS in
some way is very similar to Selective Laser Sintering. The main difference between SLS and
SLA is that it uses powdered material in the vat instead of liquid resin.
Unlike Stereolithography and Fused Deposition Modeling, Selective Laser Sintering does not
require the use of support structures, therefore cutting the amount of materials that one
needs to provide for the print. The object is, in fact, printed while being constantly surrounded
by not sintered powder.
The mere process involves a laser which is used to selectively sinter a layer of granules,
consequently binding together the material to create a solid form. At the end of the process,
the object can very hot and therefore it will be left to cool off before being removed from the
machine.

The use of SLS technology makes it possible to involve a variety of materials which range from
nylon, glass and ceramics, to aluminium, silver and even steel. However, some of them, like
ceramics, are not laser sintered. A binder, in this case, is used to glue parts together and this
is usually known as “Powder & Binder-based 3D Printing”.
The starting process of this technology is quite similar to Laser Sintering: a roller puts a thin
layer of powder on a platform. However, instead of a laser beam, a special print head places
a binding agent at specific points, printing a thin layer of your model that is able to bind to
subsequent layers. This process is then repeated over and over again until your model is
complete.
Since in this case the model was only “glued” together, some post processing is. The exact
post-processing steps heavily depend on the material: Multicolour models get a bath in
superglue, Ceramic prints are put in a drying oven and fired several times, High Detail Stainless
Steel and Steel objects are placed in an oven for fusing. Steel models are additionally infused
with Bronze for extra strength.
Areas of application of SLS technology range from the automotive sector to the consumer
goods sector. More specifically, it can be used in the case of product development and rapid
prototyping in a wide range of commercial industries, as well as limited-run manufacturing of
perfect for small batches production.
only
end-use parts. In the aerospace industry, for example, SLS is involved to build prototypes for
aircraft components. This represents a great advantage for companies because airplanes are
produced in small quantities since airlines companies, for example, use them for quite a long
time. Therefore, it is not cost-effective for production companies to build physical moulds for
airplane parts. In fact, these moulds would be too expensive to make and would then need to
be stored for long periods of time without being damaged or corroded.
Success with titanium would be one example of huge future opportunities with the military,
aerospace, medical and other industries looking to utilize titanium’s light weight, strength and
corrosion resistance. Much of the ground-breaking activity in 3D printing has utilized plastics
and moving from plastics into metals of all types is the next step.
Strengths and Weaknesses
One of the very first pros that Selective Laser Sintering presents is the fact that it makes no
use of support structures, as it is fully self-supporting. It therefore allows parts to be built
within other parts in a process called nesting. This has two main outcomes; the first one is that
it reduces the costs of the material which would therefore be used in order to provide support
structures, greatly used in the FDM technology. The second advantage in this case is that SLS
can handle a high complexity of geometry. Some products are that complex that without this
technology it would be complicated to produce them.
Generally, SLS is considered the 3D printing technology with the fastest additive
manufacturing process for printing functional, durable prototypes and end user parts.
Durability is, moreover, supported by the use of strong materials like nylon, which also allows
moulding plastics.
market.
a certain freedom in the functionality of the final 3D print. Besides, thanks to its excellent
mechanical properties, the material used in SLS is often a substitute of typical injection
At the same time, SLS produces parts which are generally rated to be very strong and stiff,
with good chemical resistance. Complex parts with interior components, channels, can be
built without trapping the material inside and altering the surface from support removal.
Accuracy is another important advantage of SLS technology. Final 3D prints present, usually,
a high accuracy. The required process is also fast, compared to the already analysed
technologies. At the same time, scalability allows to use SLS for a single part of component,
but also and easily for dozens of production pieces. Parts can be usually shipped between 1
and 4 days, which is a great advantage for companies who are required to be quick in the
However, usually SLS prints present a certain surface porosity hence why, just like in Fused
Deposition Modeling, post-processing is definitely required.
Selective Laser Sintering (SLS) is an industrial 3D printing technology that uses a high-powered laser to fuse micro-particles of plastic powder into solid, complex objects. [1] Invented in the mid-1980s by Dr. Carl Deckard and Dr. Joe Beaman at the University of Texas at Austin, SLS belongs to the Powder Bed Fusion category of additive manufacturing.
Because it requires no structural supports and produces highly durable, functional parts, SLS is a preferred choice for automotive, aerospace, and medical production.
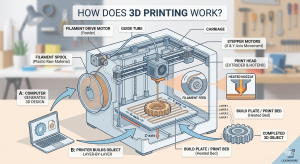
⚙️ How the SLS Process Works
The SLS printing process takes place inside a tightly controlled, heated chamber filled with nitrogen gas to prevent the powder from oxidizing:
- Preheating: A roller spreads a razor-thin layer of polymer powder across the build platform. Infrared lamps heat the entire powder bed to a temperature just below the melting point of the plastic.
- Laser Sintering: A high-powered CO2 laser traces the 2D cross-section of the layer. The laser delivers a precise burst of thermal energy that elevates the powder temperature just enough to fuse (sinter) the particles together without completely liquefying them.
- Recoating: The build platform lowers by one layer thickness (typically 100 microns). The roller sweeps across the bed again, applying a fresh, uniform layer of cold powder from the supply bin.
- The Cycle Repeats: The laser sinters the new layer, fusing it seamlessly to the layer beneath it. This cycle repeats until the entire batch of parts is complete.
- Cooling & Depowdering: The entire build volume (called the “cake”) is left to cool down slowly to prevent warping. Once cooled, the parts are pulled out of the surrounding loose powder, brushed, and blasted clean.
🎒 The Unique Advantage: No Support Structures
Unlike FDM or resin printing, SLS does not require sacrificial support structures.
As the printer builds parts layer by layer, the unsintered powder remaining in the bed acts as a continuous, natural support system. This provides two massive engineering benefits:
- Complex Geometries: Engineers can design complex internal channels, interlocking gears, and thin-walled structures that would be impossible to harvest from supports in other printing methods.
- Mass Nesting: Operators can stack and pack hundreds of separate, unrelated parts in three dimensions inside a single “print cake,” maximizing the build chamber volume and lowering production costs.
🧵 Common SLS Materials
SLS relies heavily on engineering-grade thermoplastics in a fine, powderized form:
- Nylon 12 (PA 12): The most widely used SLS material. It is exceptionally strong, chemically resistant, biocompatible, and exhibits excellent long-term environmental stability.
- Nylon 11 (PA 11): Sourced from castor oil, it offers high impact resistance and extreme flexibility, making it ideal for crash-test parts, prosthetics, and living hinges.
- Composite Powders (Glass-Filled / Carbon-Filled): Nylon powders blended with glass beads or carbon fibers to provide extreme stiffness, wear resistance, and thermal deflection properties for aerospace applications.
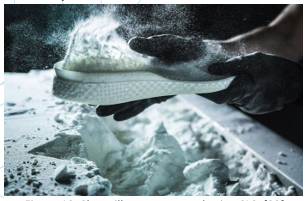
- TPU (Thermoplastic Polyurethane): A flexible, rubber-like powder used to print soft-touch lattices, footwear midsoles, seals, and gaskets.
⚖️ Advantages and Limitations of SLS
Pros:
- Isotropic Mechanical Properties: Unlike FDM parts, which are weak between layers, SLS parts have nearly equal strength in all directions (X, Y, and Z), behaving similarly to injection-molded plastics.
- High Production Throughput: The ability to nest multiple parts in 3D space makes it highly competitive for short-run manufacturing.
- Excellent Surface Finish: Parts have a matte, slightly grainy finish that absorbs dyes beautifully and can be vapor-smoothed to a glossy sheen.
Cons:
- High System Cost: Industrial SLS setups require heavy investments in powder recycling stations, blast cabinets, and safety ventilation, pricing them out for casual hobbyists.
- Material Recycling Waste: Thermal exposure degrades the unsintered powder. Used powder must be blended with fresh “virgin” powder for the next print, creating a continuous material management cycle.
- Shrinkage and Warping: Large, flat geometric planes can distort slightly during the slow cooling phase if thermal management is not perfectly tuned.